





Makinang Pangmarka ng Paggupit ng Punching at Pagputol ng CNC na PUL14 U Channel at Flat Bar




| Paggawa materyalsaklaw | 80x43x5~140x60x8mm(U Channel) |
| 40x3-80x8mm(Patag na bar) | |
| Materyaluri | Q235 |
| Nominal na puwersa ng pagsuntok | 950KN |
| Pinakamataas na diametro ng pagsuntokr | φ26mm(Bilogbutas) |
| φ22x60mm(Ovalbutas) | |
| Bilang ng pagsuntokmga posisyon | 3 |
| Pagmamarka ng nominal na puwersa | 630KN |
| Bilang ngpagmamarkamga grupo | 4 |
| Bilang ngpagmamarkabawat grupo | 10 |
| Karakterlaki | 14x10x19mm |
| Nominal na puwersa ng paggupit | 750KN(strip steel) |
| 1000KN(Channel-bakal) | |
| Putulinparaan | Isahanpaggupit ng talim |
| Pinakamataashilaw na materyaleshabath | 9m |
| Pinakamataas na nataposmateryalhaba | 3m |
| Katumpakan ng pagma-machine | Matugunan ang mga kinakailangan ng GB / T 2694-2010 |
| Paraan ng pagpapalamig | pagpapalamig ng tubig |
| Kabuuang lakas ng kagamitan | 33KW |
| Mga sukat ng makina | 27x9x2.2m |
| Netong timbang | Mga 14tonelada |
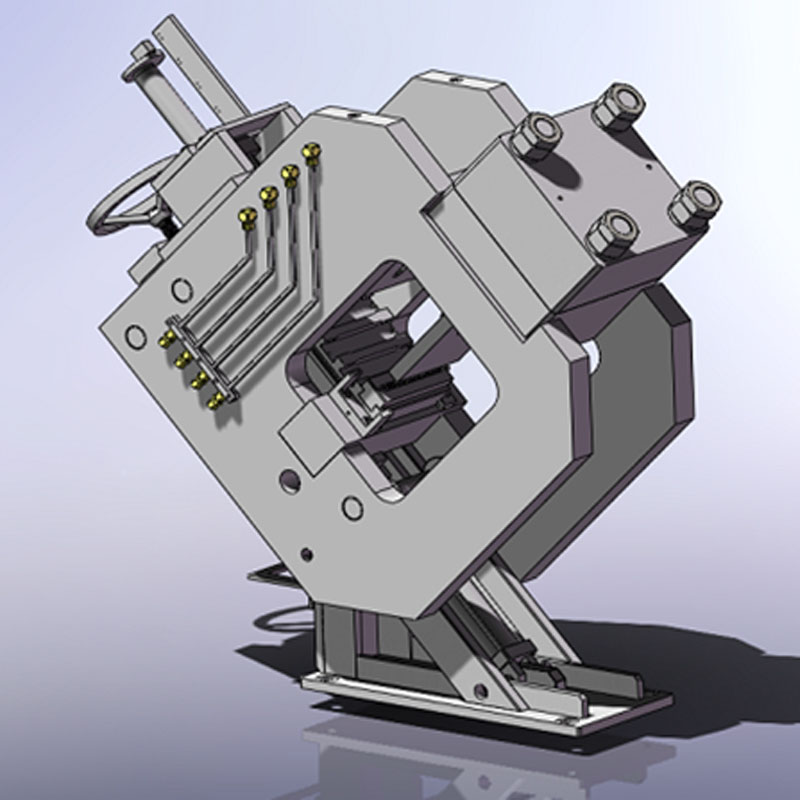
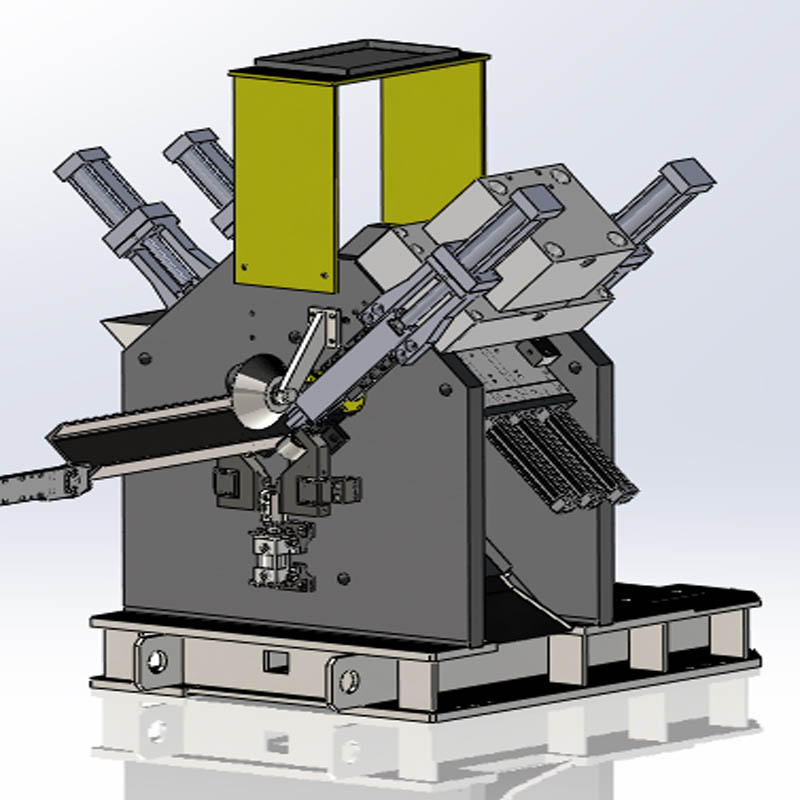
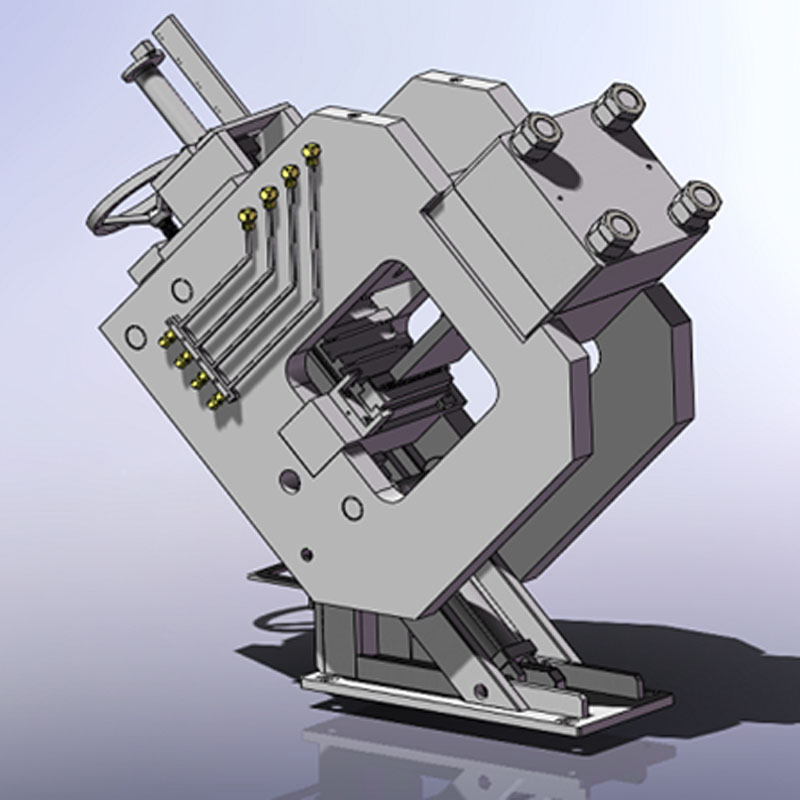
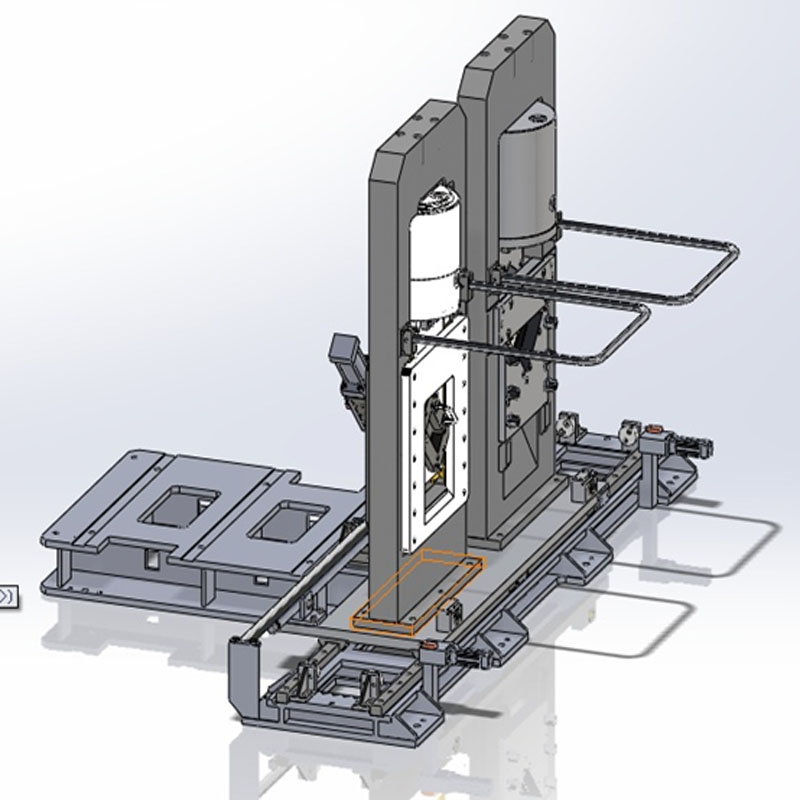
1. Ang pangunahing makina ay binubuo ng marking unit, punching unit at shearing unit
① Ang yunit ng pagmamarka ay gumagamit ng isang saradong katawan. Gamit ang apat na mapagpapalit na karakter sa cassette, ang bawat cassette ay maaaring maglaman ng 10 karakter; Ang materyal na bakal na channel ay maaari lamang markahan sa web.
② Ang punching unit ay may saradong katawan, na kayang gumawa ng tatlong butas na may iba't ibang diyametro (bilog na butas at hugis-itlog na butas) sa materyal.
③ Ang shearing unit ay binubuo ng dalawang shearing device: flat bar shearing at channel shearing. Ginagamit ang single blade cutting mechanism upang matiyak ang maayos na cutting section, maginhawang pagsasaayos ng cutting gap, at pagtitipid ng materyal.
2. Ang materyal ay kinakapitan ng pneumatic clamp at mabilis na gumagalaw para sa pagpoposisyon. Ang materyal ay pinapagana ng servo motor at pinapagana ng gear rack, na may mataas na katumpakan sa pagpoposisyon.
3. Ang cross transverse conveyor ay binubuo ng apat na kadena na may mga shifting block at frame body, at ang kadena ay pinapaandar ng motor sa pamamagitan ng reducer.
4. Ang output conveyor ay binubuo ng conveyor at silindro. Matapos lumabas ang natapos na materyal mula sa pangunahing bahagi ng makina, ito ay iniikot at ipinapadala palabas ng linya ng produksyon.
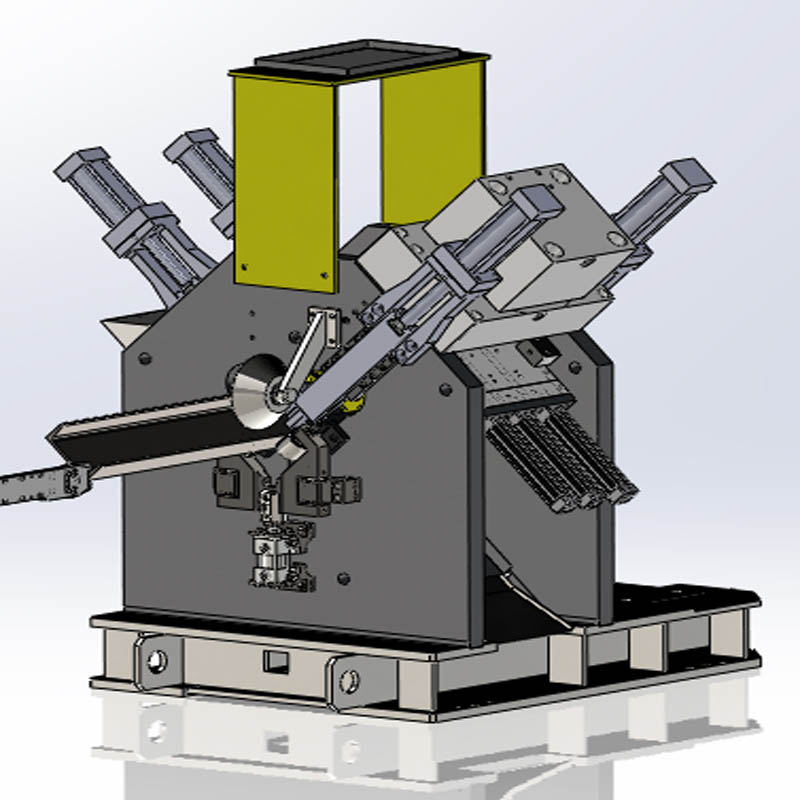
5. Ang makina ay may tatlong CNC axes: ang paggalaw at pagpoposisyon ng feeding trolley at ang pataas at pababa na paggalaw at pagpoposisyon ng mga punching tool.
6. Madali ang pagprograma sa computer, at maaaring ipakita ang mga graphic ng materyal at ang laki ng coordinate ng posisyon ng butas, na maginhawa para sa inspeksyon. Ginagamit ang pamamahala sa itaas na computer, na lubos na nagpapadali sa pag-iimbak at pagtawag ng programa; Pagpapakita ng graphic; Pag-diagnose ng fault at malayuang komunikasyon.
7. Paraan ng pagpapalamig ng hydraulic power pack: pagpapalamig gamit ang tubig o pagpapalamig gamit ang hangin (opsyonal).
| NO | Pangalan | Tatak | Bansa |
| 1 | Motor na servo na may AC | Delta/Schneider | Taiwan, Tsina / Pransya |
| 2 | PLC | Yokogawa/ Schneider | Hapon / Pransya |
| 3 | Modyul ng pag-input | Yokogawa/ Schneider | Hapon / Pransya |
| 4 | modyul ng output | Yokogawa/ Schneider | Hapon / Pransya |
| 5 | Modyul ng pagpoposisyon | Yokogawa/ Schneider | Hapon / Pransya |
| 6 | Kontaktor | Siemens | Alemanya |
| 7 | Switch ng motor | Siemens | Alemanya |
| 8 | Kadena ng suporta | Kable | Alemanya |
| 9 | Balbula ng elektromagnetikong pagdiskarga | ATOS | Italya |
| 10 | Balbula ng relief | ATOS | Italya |
| 11 | Balbula na direksyonal na elektro-haydroliko | JUSTMARK | Taiwan, Tsina |
| 12 | Drag Plate | AirTAC | Taiwan, Tsina |
| 13 | Balbula ng hangin | AirTAC | Taiwan, Tsina |
| 14 | Silindro | SMC | Hapon |
| 15 | Duplex | SMC | Hapon |
Paalala: Ang nasa itaas ay ang aming karaniwang supplier. Maaari itong palitan ng mga piyesang may parehong kalidad ng ibang brand kung sakaling hindi maibigay ng supplier na nabanggit ang mga piyesang ito kung sakaling may anumang espesyal na pangangailangan.



Maikling Profile ng Kumpanya  Impormasyon sa Pabrika
Impormasyon sa Pabrika  Taunang Kapasidad ng Produksyon
Taunang Kapasidad ng Produksyon  Kakayahang Pangkalakalan
Kakayahang Pangkalakalan 

